El proyecto Spirit tiene como objetivo demostrar la viabilidad de bombas de calor industriales en procesos que requieren calor por encima de 135 °C.
La planta de Stella Polaris AS, en Noruega, incorporará a lo largo de este mes de abril una bomba de calor en cascada Mayekawa-MyCom, capaz de recuperar el calor residual de condensación de la instalación frigorífica para producir vapor por encima de 140 °C, que se utilizará para el procesamiento de langostino.
Aportar una solución utilizando únicamente refrigerantes naturales
El camino hacia la descarbonización usando bombas de calor pasa, en primer lugar, por el uso de refrigerantes naturales por multitud de razones, de las que podemos destacar:
- Seguridad: los refrigerantes naturales son los únicos que pueden garantizar su supervivencia en el tiempo, sin temor a ser limitados o prohibidos debido a su nivel contaminante o a sus efectos de difícil control sobre la salud. Los refrigerantes naturales son los que ofrecen valores nulos o mínimos de GWP y ODP, y además no contienen productos cancerígenos como los PFA
- Fiabilidad: los refrigerantes naturales son los que más experiencia acumulan en su uso, lo cual ha permitido que toda la tecnología asociada esté ampliamente probada y optimizada. La mejora continua gracias a su aplicación es garantía de robustez de la mecánica utilizada.
- Eficiencia: en este caso es la termodinámica la que nos indica que los refrigerantes naturales siempre van a ofrecernos resultados mucho más eficientes, destacando siempre entre todos ellos el amoniaco. De esta manera, conseguiremos reducir la huella de carbono no solo de manera indirecta, por la baja incidencia de sus emisiones, sino también de manera indirecta al reducir el consumo energético necesario
- Precio: el bajo precio de compra y las inexistencias de tasas o impuestos por su uso, hacen que en este punto los refrigerantes naturales sean imbatible además de los ahorros en mantenimiento y en consumo energéticos ya indicados.
.JPG)
Aplicar la tecnología más eficiente existente
El secreto de la solución está en el uso de los compresores ya disponibles en condiciones conocidas, centrándose en consolidar el funcionamiento de intercambiadores, el circuito de aceite e integrar correctamente elementos atex necesarios en las unidades.
.JPG)
Consolidar un nivel tecnológico para estas soluciones con valor TRL 7
Este tipo de bombas de calor se han desarrollado durante un proceso de análisis y test de más de tres años de pruebas, durante los cuales se ha podido alcanzar un nivel de madurez tecnológica muy superior a la que nos puede ofrecer cualquier solución con los nuevos refrigerantes químicos con los que apenas se aporta experiencia en uso con la tecnología existente
Este proyecto podemos analizarlo describiendo de manera simple la situación anterior de las instalaciones y el tipo de solución aplicada. La situación anterior se componía de:
- Planta de congelación de langostino: el proceso de condensación se hace con agua de mar. El calor de condensación de la planta de congelación consistente en un sistema de amoníaco inundando de una etapa, será la fuente de calor de la bomba de calor en cascada.
- Red de vapor para cocedero de langostinos: el vapor se produce con una caldera de propano.

Diseño y rendimiento de la bomba de calor
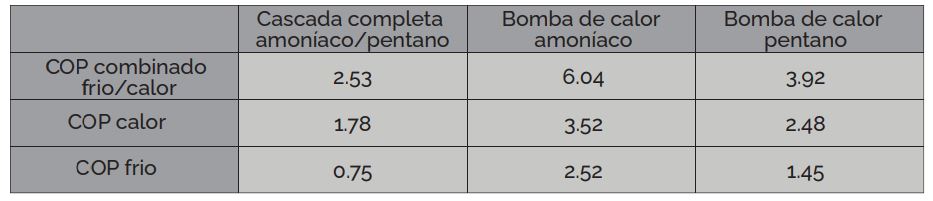
La bomba de calor en cascada está diseñada para recuperar el calor de condensación a +30C/+35C que se produce durante el funcionamiento de la instalación de frio, en dos etapas, una primera etapa utilizando amoniaco y una segunda etapa utilizando pentano:
.jpg)
- Ciclo del amoníaco: recuperación en primera etapa del calor de condensación de la planta de frio hasta una temperatura intermedia de aprox. 80 °C. Componentes: compresor de pistón MYCOM y evaporador inundado.
- Ciclo del pentano: segunda etapa para incremento de la temperatura intermedia a las condiciones de vapor. Componentes: intercambiador de calor interno para sobrecalentar los gases de succión al compresor de tornillo MYCOM, y el condensador es un intercambiador de calor de carcasa y placas donde el pentano se condensa en el lado de la placa y se genera vapor en el lado de la carcasa.
- El coeficiente de rendimiento esperado (COP) de la bomba de calor es de 1,8 y 2,5 para calor y calor/refrigeración combinada, respectivamente. El ahorro esperado de energía primaria con la bomba de calor será de 1157 MWh/año y se reducirían las emisiones de CO2 con el uso de esta bomba de calor industrial en aproximadamente 621 ton/año, respectivamente.
Referencias:
- Marina, A. J., Spoelstra, S., Zondag, H.A., & Wemmers, A. K. “An estimation of the European industrial heat pump market potencial”. Renewables and Sustainable Energy Reviews 139 (2021): 110545.
- Stella Polaris. About the product. https://www.stellapolaris.no/index.php?p=product (accessed November 23, 2023)
- Mayekawa Europe, Standard Units. http://www.mayekawa.eu/en/products/mycom/standard-units (accessed November 23,2023).
- F-Chart Engineeringequationsolver(ees), http://fchartsoftware.com7ees7(1992)
Agradecimientos:
- Este trabajo ha sido parcialmente financiado por el acuerdo de subvención nº 101069672 (proyecto Spirit-Heu) del programa de investigación e innovación Horizonte 2020 de la Unión Europea.
Artículo escrito por:
Mayekawa España
